
Printing with
Metal Paste Deposition
An easier metal additive manufacturing process
Unlike laser-based systems, which print by melting metal powder, Conflux 1 prints by extruding a water-based metal paste.
We call this process Metal Paste Deposition.
How it works
The paste feedstock consists of metal particles bound safely in a dilute mixture of water and binder. Our paste is about 90% metal solids, 10% liquid by weight.
The water component is evaporated from the part during printing using a drying lamp, leaving behind a green part consisting of metal particles and less than 1% binder.

Scanning Electron Microscope (SEM) image of competing filament-based process showing high binder concentration in Stainless Steel sample prior to sintering.

Scanning Electron Microscope (SEM) image of 316L Stainless Steel samples made on Conflux 1, prior to sintering showing minimal binder concentration.
Binding better
The physics of drying ensures that as the liquid component dries, binder is left exactly where it is needed and nowhere else. As the volume of liquid decreases, surface tension pulls the remaining liquid into the closest points between metal particles.
Once all the water is evaporated, the binder is left doing the job that takes 10 times more binder in metal filaments and MIM (Metal Injection Molding) feedstocks.
No debinding step
Our metal paste feedstocks eliminate about 90% of polymers compared to other bound metal feedstocks, which allows Metal Paste Deposition to skip the debinding step. Printed parts go directly into the furnace with no added time for thermal debinding.

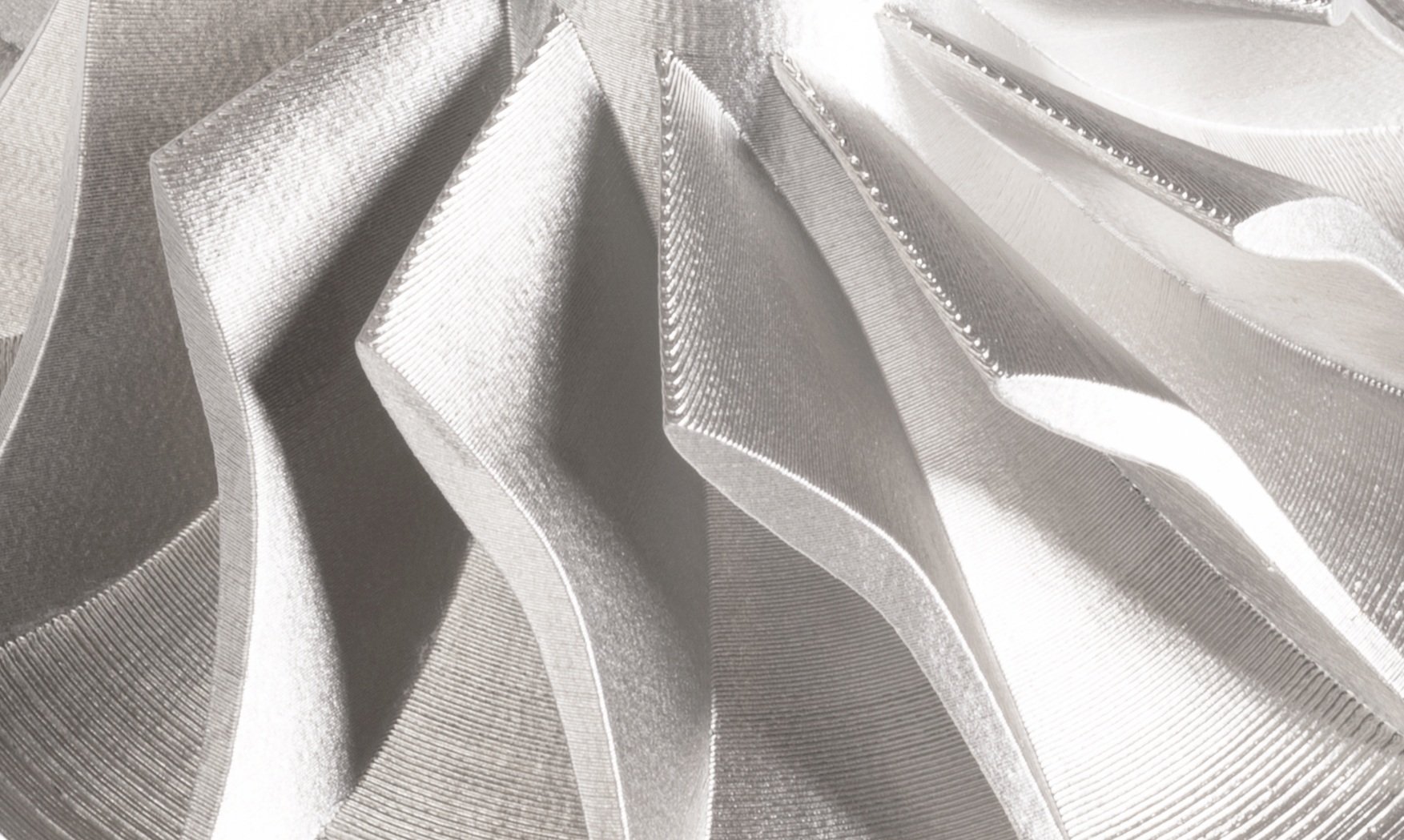
Scanning Electron Microscope (SEM) image of 316L Stainless Steel samples made on Conflux 1, after sintering.
Why less binder matters
With the quantity of polymer binder in most bound metal feedstocks, a green part would melt into a plastic puddle if heated quickly. As a result, most bound metal green parts require debinding which is a slow process of “washing” (dissolving) the binder in solvent or catalyst bath, or in a very gradual bake that burns out the binder slowly enough that the part doesn’t deform.
For all but the smallest parts, debinding adds dozens of hours to part production. Metal Paste Deposition allows Conflux 1 to take a big shortcut straight from printing to sintering.

Safer, Faster, Cleaner, Easier:
Advantages of Metal Paste Deposition

Safety
No loose powder,
no nasty chemicals.
Metal Paste Deposition does not involve any loose powder or nasty debinding chemicals. Metal powders are dangerous to work with. All powders pose respiratory hazards, and some metal powders are explosive.
Systems that use loose powders, such as binder jetting and laser powder bed fusion, have many add-on equipment requirements for safe powder handling, depowdering, and powder recycling.
By removing the debinding step, MPD eliminates any contact with chemicals or fumes in the process.
Speed
Sinter in under 12 hours.
On thicker parts, debinding of competing bound metal feedstocks can take dozens or hundreds of hours. Metal Paste Deposition skips this step so that most parts can be finished next day.
The low binder in MPD green parts burns off much faster than in other bound metal processes and does not limit the speed of sintering. Small parts can be sintered in sub-12hr cycles. Large parts takes longer to heat evenly and are best sintered in a ~24hr extended cycle.

Design Freedom
Full solid thick sections,
bonding of green parts.
Because there is so little binder used in Metal Paste Deposition, it allows full solid thick sections to be printed and sintered. This is not true of typical metal filament printing or metal injection molding which impose maximum wall thickness restrictions above which user must add sparse honeycomb infill.
Metal Paste Deposition also allows users to easily bond multiple green prints together using a bit of paste. Once sintered, the bonded assembly is one seamless piece. Green-bonding is very useful for printing different sections of a part in optimal print orientations, regardless of their relative orientation on the final part.


Deep Dive:
Debinding
Article coming soon

Deep Dive:
Waterbonding
Article coming soon
Conflux 1
Powered by Metal Paste Deposition
